Choosing between Batch Annealed (BA) Tinplate and Continuously Annealed (CA) Tinplate is one of the most important decisions for can manufacturers, packaging companies, and industrial buyers. Although both are electrolytic tinplate products manufactured to international standards such as ASTM, EN, and JIS, their annealing processes create significant differences in formability, hardness consistency, surface finish, production efficiency, and end-use performance.
Selecting the wrong annealing type can lead to costly production issues, including cracking during deep drawing, unstable welding performance, excessive material waste, and reduced production efficiency. On the other hand, choosing the appropriate tinplate grade can improve forming quality, increase line speed, reduce manufacturing costs, and ensure consistent product performance.
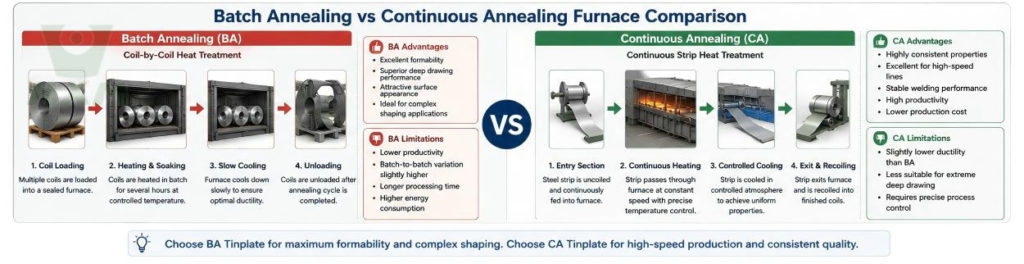
Quick Answer: BA vs CA Tinplate — Which Should You Choose?
Batch annealed (BA) tinplate offers superior formability and deep-drawing performance — ideal for 2-piece cans and decorative containers. Continuously annealed (CA) tinplate provides consistent hardness and higher productivity — optimal for high-speed 3-piece welded can lines (>200 cans/min). Quick Selection Rule: If your priority is deep drawing → choose BA; if your priority is production speed and consistency → choose CA.
In this comprehensive guide, you’ll learn the differences between BA and CA tinplate, compare their mechanical properties, temper grades, manufacturing processes, applications, and costs, and discover practical selection recommendations based on different production requirements. Whether you manufacture food cans, beverage cans, aerosol cans, or decorative packaging, this guide will help you select the most suitable tinplate for your production line.
BA vs CA — Core Definition and Annealing Principles
Batch Annealed (BA) Tinplate — Steel coils are stacked in a bell-type furnace and heated slowly (10–20 hours cycle) to 600–700°C, held for extended periods, then cooled gradually over 12–24 hours. This slow thermal cycle results in:
- Complete recrystallization with coarse, uniform grain structure (ASTM grain size 6–8)
- Carbide coalescence → improved ductility and formability
- Elimination of yield-point elongation → no Luders bands during forming
- Lower and more consistent hardness across the coil (HR30T 49–65)
Continuously Annealed (CA) Tinplate — Steel strip passes continuously through a rapid heating section (20–30 seconds to 700–850°C), brief soak, then rapid forced cooling (water mist or gas jet). This fast cycle produces:
- Partial recrystallization with fine grain structure (ASTM grain size 9–11)
- Finely dispersed carbides → higher strength but reduced ductility
- Retained yield-point elongation in some grades → requires skin-pass rolling
- Higher and tightly controlled hardness (HR30T 55–73)
The fundamental difference: BA trades production speed for superior formability; CA trades some ductility for production efficiency and hardness consistency.
In general, BA tinplate is preferred when maximum formability is required, while CA tinplate is the better choice for high-speed production and consistent quality control.
What Is Batch Annealed (BA) Tinplate?
Batch Annealed (BA) Tinplate is electrolytic tinplate manufactured by annealing cold-rolled steel coils in sealed batch furnaces before the tin-plating process. Unlike continuous annealing, where steel passes through a furnace in a continuous production line, batch annealing treats entire coils over an extended heating and controlled cooling cycle. This process allows the steel’s internal grain structure to recrystallize gradually, producing excellent ductility and superior deep-drawing performance.
Because of its outstanding formability, BA tinplate has long been the preferred material for applications requiring complex forming operations, including deep-drawn food cans, decorative packaging, metal closures, gift boxes, and specialty industrial containers.
For manufacturers, the greatest advantage of BA tinplate is its ability to withstand significant deformation without cracking or excessive springback, making it particularly suitable for products with demanding forming requirements.
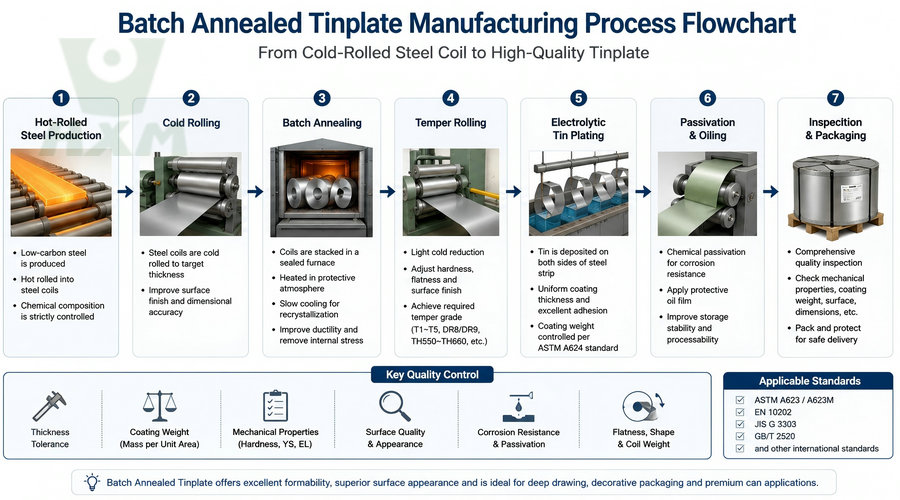
How Is BA Tinplate Manufactured?
The manufacturing process of BA tinplate generally consists of the following stages:
Hot-Rolled Steel Production – Low-carbon steel is hot rolled into coils.
Cold Rolling – The steel is cold reduced to the target thickness.
Batch Annealing – Multiple coils are placed inside a sealed annealing furnace and heated under a protective atmosphere before being cooled slowly.
Temper Rolling – A light cold reduction adjusts hardness, flatness, and surface finish according to the required temper grade.
Electrolytic Tin Plating – A uniform tin coating is deposited on both sides of the steel strip.
Passivation & Oiling – Surface treatments improve corrosion resistance, coating adhesion, and storage stability.
Inspection & Packaging – Mechanical properties, coating weight, dimensions, and surface quality are inspected before shipment.
Why Does Batch Annealing Improve Formability?
During the batch annealing process, steel coils remain at a controlled temperature for several hours before cooling slowly. This extended thermal cycle allows the material to develop relatively larger and more uniform recrystallized grains compared with continuously annealed steel.
As a result, BA tinplate typically offers:
Excellent elongation for deep drawing
Lower residual internal stress
Reduced risk of cracking during forming
Better flange expansion performance
Improved drawability for complex can shapes
Smoother deformation during multi-stage forming operations
These characteristics make BA tinplate particularly suitable for manufacturers producing containers with complex geometries where forming quality is more critical than maximum production speed.
Typical Mechanical Characteristics of BA Tinplate
Compared with continuously annealed tinplate, BA material generally emphasizes ductility rather than maximum production efficiency.
| Property | Typical BA Performance |
|---|---|
| Formability | ★★★★★ |
| Deep Drawing Performance | ★★★★★ |
| Surface Appearance | ★★★★★ |
| Hardness Uniformity | ★★★★☆ |
| Weldability | ★★★★☆ |
| Production Line Compatibility | ★★★☆☆ |
| High-Speed Manufacturing | ★★★☆☆ |
| Material Consistency | ★★★★☆ |
Actual values vary depending on temper grade, thickness, steel chemistry, and production standard.
Typical Applications of BA Tinplate
Because of its excellent forming capability, BA tinplate is commonly used for products requiring significant deformation during manufacturing.
Typical applications include:
Deep-drawn food cans
Decorative tin boxes
Premium gift packaging
Cookie and confectionery tins
Cosmetic metal containers
Metal closures and lids
Chemical packaging with complex shapes
Specialty industrial containers
For manufacturers producing decorative or deep-drawn packaging, BA tinplate often delivers better forming performance and reduced production scrap compared with harder continuously annealed materials.
Advantages of BA Tinplate
Compared with other annealing methods, BA tinplate offers several important advantages:
Excellent deep-drawing capability
Superior ductility for complex forming operations
Attractive surface appearance suitable for premium printing
Lower forming stress during stamping
Reduced risk of edge cracking
Better performance for decorative packaging applications
Compatible with various food-grade coating systems
These advantages explain why BA tinplate continues to be widely specified in industries where forming quality is the primary consideration.
Limitations of BA Tinplate
Although BA tinplate performs exceptionally well in forming applications, it may not be the optimal choice for every production line.
Potential limitations include:
Lower productivity compared with continuous annealing processes
Slightly wider mechanical property variation between production batches
Less suitable for extremely high-speed automated can-making lines
Higher manufacturing cost in some specifications due to longer annealing cycles
For manufacturers operating high-speed can-making lines exceeding several hundred cans per minute, continuously annealed (CA) tinplate may provide better consistency and production efficiency.
What Is Continuously Annealed (CA) Tinplate?
Continuously Annealed (CA) Tinplate is electrolytic tinplate produced by annealing cold-rolled steel strip through a continuous furnace before the tin-plating process. Unlike Batch Annealed (BA) tinplate, where entire coils are heat-treated over an extended period, CA tinplate moves continuously through a precisely controlled annealing line, allowing manufacturers to achieve highly consistent mechanical properties, stable hardness, and excellent dimensional accuracy.
Today, continuously annealed tinplate has become the preferred choice for modern high-speed can-making lines due to its outstanding production consistency and suitability for automated manufacturing. It is widely used in beverage cans, aerosol cans, food containers, paint cans, and other packaging products requiring stable performance at high production speeds.
For manufacturers operating fully automated production lines, CA tinplate helps reduce process variation, improve welding consistency, and maintain stable forming quality over long production runs.
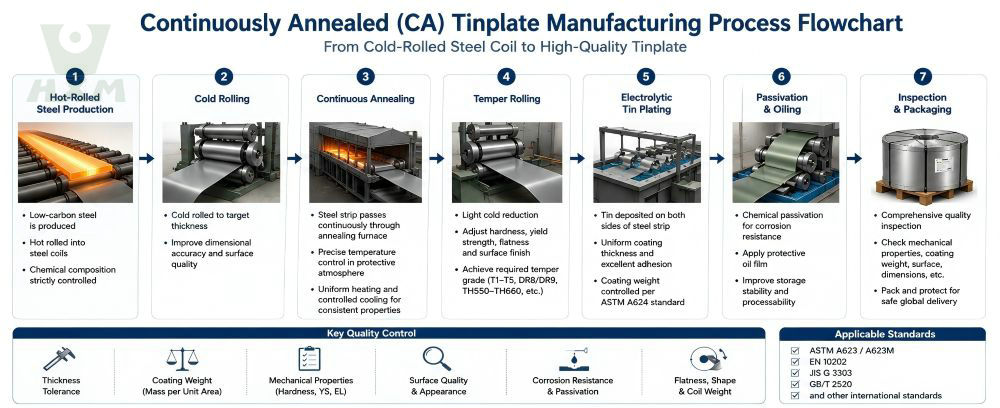
How Is CA Tinplate Manufactured?
The production process of continuously annealed tinplate follows a highly automated manufacturing route:
Hot-Rolled Steel Production – Low-carbon steel is produced and hot rolled into coils.
Cold Rolling – Steel coils are reduced to the required thickness with high dimensional accuracy.
Continuous Annealing – The steel strip passes through a continuous annealing furnace under a controlled protective atmosphere with precisely regulated heating and cooling.
Temper Rolling – Light cold reduction improves flatness, surface quality, and mechanical consistency while achieving the specified temper grade.
Electrolytic Tin Plating – A controlled tin coating is applied uniformly to both sides of the strip.
Passivation & Oiling – Chemical treatment and protective oil improve corrosion resistance and storage stability.
Inspection & Packaging – Every coil undergoes dimensional, coating weight, mechanical property, and surface quality inspections before shipment.
Why Does Continuous Annealing Improve Production Consistency?
Unlike batch annealing, continuous annealing processes the steel strip at a constant speed through accurately controlled heating and cooling zones. Every section of the strip experiences nearly identical thermal conditions, resulting in highly uniform mechanical properties throughout the entire coil.
This manufacturing method provides several important advantages for high-speed production:
More consistent hardness across the coil
Excellent flatness and dimensional stability
Stable welding performance
Improved coating adhesion
Reduced variation between production batches
Better compatibility with automated stamping and can-making equipment
For manufacturers producing millions of cans each month, consistent material performance is often more valuable than maximum ductility, making CA tinplate the preferred solution for large-scale production.
Typical Mechanical Characteristics of CA Tinplate
Compared with BA tinplate, continuously annealed material focuses on production efficiency, consistency, and dimensional stability.
| Property | Typical CA Performance |
|---|---|
| Hardness Consistency | ★★★★★ |
| Production Stability | ★★★★★ |
| High-Speed Line Compatibility | ★★★★★ |
| Weldability | ★★★★★ |
| Surface Uniformity | ★★★★★ |
| Formability | ★★★★☆ |
| Deep Drawing Performance | ★★★☆☆ |
| Manufacturing Efficiency | ★★★★★ |
Actual performance varies according to temper grade, coating weight, steel chemistry, and applicable manufacturing standards.
Typical Applications of CA Tinplate
Because of its excellent consistency and compatibility with automated production, CA tinplate is widely used in industries requiring high productivity and stable manufacturing performance.
Typical applications include:
Beverage cans
Aerosol cans
Three-piece food cans
Paint and chemical containers
Industrial packaging
General food packaging
Battery component packaging
High-speed welded can production
These applications benefit from the stable mechanical properties and predictable forming behavior that continuous annealing provides.
Advantages of CA Tinplate
Compared with batch annealed material, CA tinplate offers several production advantages:
Outstanding hardness consistency throughout the coil
Excellent compatibility with high-speed automated production lines
Stable welding performance for welded cans
Superior dimensional accuracy
High production efficiency
Consistent surface quality
Lower variation between production batches
Excellent process repeatability
These characteristics make CA tinplate the standard choice for manufacturers prioritizing productivity, consistency, and cost-effective mass production.
Limitations of CA Tinplate
Although CA tinplate performs exceptionally well in automated production, it is not always the best solution for every application.
Potential limitations include:
Lower ductility than BA tinplate in demanding deep-drawing operations
Slightly higher risk of cracking during severe forming when inappropriate temper grades are selected
Less suitable for premium decorative packaging requiring exceptional formability
Greater reliance on selecting the correct temper grade for complex forming applications
For products involving significant material deformation, manufacturers should carefully evaluate forming depth, drawing ratio, and tooling design before choosing CA tinplate.
BA vs CA Tinplate: A Complete Comparison
Although both Batch Annealed (BA) and Continuously Annealed (CA) tinplate comply with international standards such as ASTM, EN, and JIS, they are designed to optimize different manufacturing priorities.
Batch annealing focuses on maximizing ductility and formability through a slow heating and cooling process, making it ideal for deep-drawing and premium packaging applications. Continuous annealing, on the other hand, emphasizes mechanical consistency, dimensional stability, and production efficiency, making it the preferred choice for modern high-speed can-making lines.
The following comparison summarizes the most important differences that engineers, purchasing managers, and packaging manufacturers should consider when selecting tinplate.
10-Dimension Comparison: BA vs CA Tinplate
| Dimension | BA Tinplate | CA Tinplate | Winner |
|---|---|---|---|
| Formability / Deep Drawing | Excellent — Luders-free, coarse grains allow deep DRD/DWI draws | Good — Fine grains limit draw depth; DR8/DR9 for shallow draws | BA ✅ |
| Hardness Range (HR30T) | T1(49) → T5(65) — wider range, softer grades available | TH550(55) → TH660(73) — narrower range, harder grades | Depends on application |
| Hardness Uniformity | ±2–3 HR30T across coil — slower cooling causes slight variation | ±0.5–1 HR30T across coil — rapid, controlled cooling ensures consistency | CA ✅ |
| Surface Finish Quality | Bright, Stone, Silver, Matte — all available with excellent gloss | Bright, Stone, Silver, Matte — slightly different optical character | BA ✅ (slightly) |
| Weldability (3-piece cans) | Good — soft temper allows overlap welding, but copper wire needed | Excellent — consistent hardness enables high-speed resistance welding (400 cans/min) | CA ✅ |
| Paint / Lacquer Adhesion | Excellent — coarse grain surface enhances coating anchoring | Good — fine grain surface slightly less anchoring, but adequate for food-contact lacquers | BA ✅ (slightly) |
| Production Throughput | 30–40 hours per batch — limits throughput for large orders | 1–3 minutes per coil — enables continuous high-volume supply | CA ✅ |
| Cost per Ton | $880–1,120 FOB Shanghai (higher energy cost per unit) | $850–1,050 FOB Shanghai (continuous process is more energy-efficient) | CA ✅ |
| Temper Designation System | T1–T5 (single-reduced) — internationally recognized | DR8, DR9 + TH550–TH660 — double-reduced + single-reduced CA | Both standard |
| Typical End Use | 2-piece DRD/DWI cans, decorative tins, deep-drawn containers | 3-piece welded cans, aerosol cans, high-speed production lines | Application-specific |
Quick Selection Rule — Decision Tree for BA vs CA
Use this decision flow to choose the right annealing type for your production line:
- If you produce 2-piece deep-drawn cans (DRD/DWI) → Choose BA (T3/T4 temper provides the ductility needed for deep draws without cracking)
- If you produce 3-piece welded cans at >200 cans/min → Choose CA (DR8/TH550 provides consistent hardness for high-speed welding)
- If you produce decorative/embossed gift tins → Choose BA (T2/T3 temper allows intricate embossing patterns without spring-back)
- If you produce aerosol/pressure containers → Choose CA (TH660 provides hardness for 12+ bar pressure resistance)
- If you need differential coating (#100/#25 for acidic food) → Choose BA or CA ETP (both support differential coating; CA offers tighter tolerance ±5%)
- If you need large-volume, fast-delivery orders → Choose CA (continuous annealing = shorter lead time, 1–2 weeks vs 3–4 weeks for BA)
Transition Risk Analysis: Switching from BA to CA
If your production line currently uses BA tinplate and you’re considering switching to CA for cost or supply reasons, you must complete these 4 validation steps before committing:
Formability Testing — Run a minimum of 50 deep-draw trials on your existing tooling. CA tinplate has 15–25% less ductility than equivalent BA temper, which may cause cracking on draw ratios >1.5. Measure cup height, wall thickness distribution, and earing ratio.
Welding Parameter Adjustment — CA’s higher hardness requires different resistance welding settings (typically 5–15% higher current, slightly longer weld time). Validate weld strength (peel test ≥3.5 kg) and hermetic seal (pressure test ≥1.5 bar).
Lacquer Adhesion Validation — Test interior lacquer (epoxy-phenolic or organosol) adhesion on CA surface using cross-hatch test (ISO 2409, minimum Grade 2). CA’s fine grain surface may require adjusted baking temperature.
Production Trial — Run a 2–4 week production trial with CA coils before full commitment. Track: can rejection rate (target ≤1.5%), line speed stability, and end-product quality metrics.
Typical transition timeline: 3 months (1 month material testing → 1 month tooling adjustment → 1 month production trial).
Need technical consultation for your BA/CA transition? Contact our specialists →
TS vs TH Temper Designation — Cross-Reference Table
The temper designation systems differ between BA and CA tinplate. This cross-reference table maps equivalent hardness levels across European (TH/TS), American (T1–T5/DR8/DR9), and Japanese (T-1 to T-5/DR-8/DR-9) standards:
| HR30T Range | BA Designation | CA Designation (EN) | CA Designation (US) | Typical Application |
|---|---|---|---|---|
| 49 ± 3 | T1 | — | — | Very deep drawing, decorative embossing |
| 53 ± 3 | T2 | — | — | Deep drawing, gift tin bodies |
| 57 ± 3 | T3 | TH550 | — | General food can drawing, 3-piece body |
| 61 ± 3 | T4 | TH570 | — | Can ends, shallow draw, stiff bodies |
| 65 ± 3 | T5 | TH620 | — | Rigid containers, aerosol tops |
| 63 ± 3 | — | — | DR8 | 3-piece welded can body (high-speed) |
| 70 ± 3 | — | TH660 | DR9 | Aerosol can body, pressure container |
For full temper grade specifications including Rockwell HR30T tolerance ranges, see our Tinplate Temper Grades Selection Guide →
Why Do BA and CA Tinplate Perform Differently?
Although Batch Annealed (BA) and Continuously Annealed (CA) tinplate may have similar chemical compositions and comply with the same international standards, their mechanical performance differs significantly because of their annealing processes.
The way steel is heated, held at temperature, and cooled determines its grain structure, internal stress, and final mechanical properties. These microstructural differences directly influence formability, hardness consistency, weldability, and production stability.
Understanding these differences helps manufacturers select the most appropriate material for their production line instead of relying solely on hardness or temper grade.
How Batch Annealing Changes the Steel Structure
During the batch annealing process, entire steel coils are heated inside sealed furnaces and held at the target temperature for several hours before being cooled slowly under a protective atmosphere.
This extended heat treatment allows the cold-worked steel to fully recrystallize, producing relatively larger and more equiaxed grains.
As a result, BA tinplate typically provides:
- Excellent ductility
- Lower internal residual stress
- Better elongation
- Reduced cracking during deep drawing
- Improved flange expansion
- Superior forming performance for complex shapes
Because the steel deforms more uniformly during stamping, BA tinplate is widely preferred for decorative cans and deep-drawn packaging products.
How Continuous Annealing Produces Uniform Properties
Unlike batch annealing, continuous annealing passes the steel strip through a multi-zone furnace at a controlled speed.
Heating and cooling occur continuously under precisely regulated conditions, ensuring that every section of the strip experiences nearly identical thermal cycles.
This highly automated process creates:
- Fine and uniform grain structures
- Excellent hardness consistency
- Stable yield strength
- Improved dimensional accuracy
- Consistent mechanical properties throughout the entire coil
For manufacturers operating high-speed automated can-making lines, this consistency significantly improves production efficiency and reduces quality variation.
Grain Structure Comparison
Although grain size is invisible to the naked eye, it has a major influence on forming performance.
| Characteristic | BA Tinplate | CA Tinplate |
|---|---|---|
| Grain Size | Relatively Larger | Fine and Uniform |
| Grain Distribution | Less Uniform | Highly Uniform |
| Internal Stress | Lower | Slightly Higher |
| Ductility | Excellent | Very Good |
| Hardness Consistency | Very Good | Excellent |
| Deep Drawing Performance | Excellent | Good |
| Production Stability | Good | Excellent |
Engineering Note: Grain structure varies depending on steel chemistry, annealing parameters, temper grade, and manufacturer. The comparison above illustrates the general characteristics of commercial BA and CA tinplate.
Why Does Grain Structure Matter?
For packaging manufacturers, grain structure directly affects production performance.
Larger grains (Typical BA)
Provide:
- Better metal flow during forming
- Lower forming force
- Better deep-drawing capability
- Lower risk of cracking
- Improved flange expansion
Typical applications include:
- Decorative tins
- Cookie tins
- Gift packaging
- Deep-drawn food cans
Uniform fine grains (Typical CA)
Provide:
- Stable hardness
- Better process repeatability
- More consistent welding
- Higher productivity
- Lower variation across production batches
Typical applications include:
- Beverage cans
- Aerosol cans
- Paint cans
- Three-piece welded cans
- High-speed automated packaging
Does Annealing Affect Weldability?
Yes—but not in the way many buyers expect.
The annealing process itself does not determine whether tinplate can be welded. Instead, it influences the consistency of mechanical properties and deformation behavior during manufacturing.
Because CA tinplate offers more uniform hardness and dimensional stability, it generally provides:
More stable seam welding performance
Better repeatability on automated welding equipment
Lower process variation during high-speed production
BA tinplate also offers good weldability but is typically selected when superior forming performance is more important than maximum production speed.
Which Annealing Process Offers Better Overall Performance?
There is no universally superior annealing method.
Each process is optimized for different manufacturing priorities.
| Manufacturing Priority | Better Choice |
|---|---|
| Maximum Deep Drawing | BA |
| Decorative Packaging | BA |
| Premium Surface Appearance | BA |
| High-Speed Production | CA |
| Production Consistency | CA |
| Automated Manufacturing | CA |
| Stable Weld Quality | CA |
| Mass Production Efficiency | CA |
For most manufacturers, the best choice depends on balancing forming requirements, production speed, tooling capability, and product specifications rather than selecting the material with the highest hardness or lowest cost.
Real Customer Case: Food Can Factory BA → CA Transition
A Southeast Asian food can manufacturer (processing 15 million 3-piece welded cans/year for canned tuna) transitioned from BA T3 to CA DR8 over 3 months in 2025. Their experience illustrates the practical considerations:
Month 1 (Material Testing): 50 deep-draw trials showed CA DR8 achieved 92% of BA T3’s draw depth — acceptable for their shallow-draw tuna can (draw ratio 1.3). Weld peel test: 4.2 kg (above 3.5 kg minimum). No cracking in 48/50 samples.
Month 2 (Tooling Adjustment): Weld current increased from 180A to 195A (+8%). Lacquer baking temperature adjusted from 200°C to 210°C for better adhesion on CA surface. Cross-hatch adhesion: Grade 1 (excellent).
Month 3 (Production Trial): 4-week run at 220 cans/min (vs. 180 with BA). Can rejection rate dropped from 2.1% (BA) to 1.3% (CA). Material cost reduced by $45/ton.
Result: $675,000 annual savings (material cost reduction + higher throughput + lower rejection rate) after full CA adoption.
Where to Source BA and CA Tinplate
Huaxiao Metal supplies both BA and CA tinplate in all temper grades, coating classes, and surface finishes. Key supply advantages:
Single-source for both BA and CA — eliminates dual-supplier management complexity, ensures consistent quality standards
MTC per EN 10204 3.1 — documents annealing type, temper grade, coating weight, surface finish, and hardness for every coil
SGS migration testing available — FDA/EU compliance verification on request
ISO 9001:2015 quality management — covering annealing verification, plating process control, final inspection
Global delivery — 27 countries, with sea freight to major ports in 15–25 days
Frequently Asked Questions About BA vs CA Tinplate
What is the difference between BA and CA tinplate?
The primary difference lies in the annealing process. Batch Annealed (BA) tinplate is heat-treated in sealed batch furnaces, producing larger recrystallized grains and superior ductility for deep-drawing applications. Continuously Annealed (CA) tinplate passes through a continuous furnace, resulting in more uniform mechanical properties, stable hardness, and excellent consistency for high-speed automated production lines.
Can BA tinplate replace CA tinplate?
Sometimes, but not always. BA tinplate can replace CA in certain applications if forming performance is the priority. However, for high-speed automated can-making lines, switching from CA to BA may require adjustments to tooling, welding parameters, and production settings. Material selection should always be evaluated based on the specific manufacturing process.
Which is better, BA or CA tinplate?
Neither is universally better. BA tinplate is generally preferred for deep drawing, decorative packaging, and applications requiring maximum formability. CA tinplate is better suited for high-speed can-making lines, automated production, and applications where consistent mechanical properties are critical.
Is BA tinplate better for deep drawing?
Yes. BA tinplate typically offers higher ductility, lower residual stress, and better metal flow during forming. These characteristics reduce the risk of cracking and make BA the preferred choice for deep-drawn food cans, decorative tins, and complex-shaped containers.
Why do beverage can manufacturers often choose CA tinplate?
Modern beverage can production lines operate at very high speeds and require consistent material performance. CA tinplate provides uniform hardness, stable weldability, and excellent dimensional consistency, helping manufacturers maintain productivity and reduce process variation.
Is BA or CA tinplate better for food cans?
It depends on your can type. BA tinplate is better for 2-piece deep-drawn cans (DRD/DWI) because its coarse grain structure provides superior ductility for deep draws. CA tinplate is better for 3-piece welded cans because its consistent hardness enables high-speed resistance welding (200–400 cans/min) with lower rejection rates. For canned fruit (acidic content) in 2-piece cans, BA T3/T4 with differential coating (#100 inside/#25 outside) is the standard choice. For canned tuna/meat in 3-piece welded cans, CA DR8/TH550 is more cost-effective.
Can I switch from BA to CA tinplate on my production line?
Yes, but you must complete 4 validation steps first: (1) Formability testing — run 50+ deep-draw trials; CA has 15–25% less ductility than equivalent BA, which may cause cracking on draw ratios >1.5. (2) Welding parameter adjustment — CA requires 5–15% higher weld current. (3) Lacquer adhesion validation — cross-hatch test (ISO 2409, minimum Grade 2). (4) Production trial — 2–4 weeks before full commitment. Typical transition timeline: 3 months. One Southeast Asian factory saved $675,000/year after successfully transitioning from BA T3 to CA DR8.
What is the hardness range of BA tinplate?
BA tinplate covers temper grades T1 through T5 with Rockwell HR30T hardness ranges: T1 = 49±3 (very soft, for deep drawing), T2 = 53±3 (soft, for moderate drawing), T3 = 57±3 (medium, for general can making), T4 = 61±3 (stiff, for can ends), T5 = 65±3 (hard, for rigid containers). BA hardness variation across a coil is ±2–3 HR30T due to the slow batch cooling process. CA tinplate achieves tighter uniformity of ±0.5–1 HR30T.
Is CA tinplate suitable for high-speed can making?
Yes, CA tinplate is specifically optimized for high-speed can manufacturing. Its consistent hardness (±0.5–1 HR30T variation across coil) enables stable resistance welding at 200–400 cans/min without parameter adjustments mid-run. CA DR8 temper (HR30T 63±3) is the standard choice for 3-piece welded can bodies on high-speed lines. CA also enables shorter production lead times (1–2 weeks vs 3–4 weeks for BA) due to the continuous annealing process.
What temper grades are available for BA and CA tinplate?
BA tinplate is commonly supplied in T1, T2, T3, T4, and T5 temper grades. CA tinplate is typically available in DR8, DR9, TH550, TH620, and TH660, depending on the applicable international standard and production requirements.
Does the annealing process affect corrosion resistance?
No. Corrosion resistance is primarily determined by the tin coating weight, passivation treatment, coating system, and storage conditions rather than the annealing process itself. Both BA and CA tinplate can achieve excellent corrosion resistance when manufactured according to international standards.
Where can I source both BA and CA tinplate from one supplier?
Huaxiao Metal supplies both BA and CA tinplate in all temper grades (T1–T5 for BA; DR8/DR9, TH550–TH660 for CA), all coating classes (#25–#100 including differential coating), and all surface finishes (Bright, Stone, Silver, Matte). Every coil comes with MTC per EN 10204 3.1 documenting annealing type, temper grade, coating weight, and hardness. SGS third-party migration testing is available for FDA/EU compliance verification. Contact our tinplate specialists for production-line-specific recommendations.
Can Huaxiao Metal help recommend the right tinplate?
Yes. Huaxiao Metal supplies both Batch Annealed (BA) and Continuously Annealed (CA) tinplate in a wide range of temper grades, coating weights, and dimensions. Our engineering team can recommend the most suitable specification based on your application, production line speed, forming process, and quality requirements. We also provide Mill Test Certificates (EN 10204 3.1), third-party inspection support, and export packaging for global customers.
Need Technical Consultation for Your BA/CA Selection?
Our tinplate specialists can analyze your production line requirements and recommend the optimal annealing type, temper grade, and coating class. Get a quotation with full MTC documentation within 24 hours.
Last updated: July 2026 | Reviewed by Huaxiao Metal Quality Team
Data sources: ASTM A624/A624M-20, EN 10203:2024, JIS G3303:2025, World Metal Packaging Association 2026 Report, customer production data (with permission)
ISO 9001:2015 Certified | SGS Verified | 500+ tons delivered to 27 countries